
КОНВЕЙЄРИ (англ. conveyer) — це привідні транспортні пристрої, які переміщують предмети праці з однієї операції на іншу та регулюють такт потоку. Вони є основною ланкою потокового виробництва на ФП (рисунок).
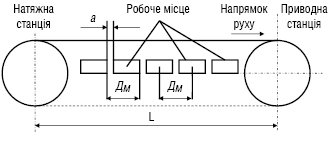
Рисунок. Схема конвейєра (Дм — крок К.; а — відстань між двома суміжними робочими місцями; L — довжина К.)
К. потокових ліній розділяються на транспортні, розподільчі, робочі.
Транспортні К. використовуються в потокових виробництвах без застосування потокових ліній з вільним ритмом для міжопераційного переміщення предмету праці. Для виконання операції виріб знімається з К. Розподільчі К. використовуються в потоковому виробництві на безупинно-потокових лініях. Стрічка розподільчого К. розділяється на кілька номерів, які закріплюються за кожним робочим місцем. Номери стрічки для зручності фарбуються в різні кольори. Операції виконуються на стаціонарних робочих місцях. Робочі К. призначені для виконання операцій без зняття виробу з К. та застосовують у виробництвах з безперервним ритмом. Вони, у свою чергу, поділяються на К. з безперервним рухом і пульсуючі К., які використовують тільки при передаванні виробів з операції на операцію. За конструктивними ознаками розрізняють К. стрічкові; ланцюгово-пластинчасті, скребкові, підвісні та ін. Залежно від характеру руху К. бувають із безперервним рухом та з перервним (пульсуючим) рухом. На К. з безперервним рухом операції виконуються одночасно з переміщенням предметів праці; на К. з пульсуючим рухом — у період його нерухомості. У фармацевтичному виробництві конвеєри найчастіше використовують у процесі пакування та маркування ЛП (таблеток, ампул, мазей та ін.).
Довжина робочої частини К. визначається такими факторами: відстань між центрами; крок К., що залежить від габаритів виробу та кількості операцій; кількість робочих місць на лінії. Довжина робочої частини К. (Л) розраховується за формулою
Л = Ш·П,
де Ш — крок конвеєра; П — кількість робочих місць на лінії.
Розрахунок довжини робочої частини К.: при однобічному розташуванні робочих місць на лінії
при двобічному розташуванні робочих місць на лінії
Швидкість безупиннодіючого К. (U) визначається за формулою

Швидкість руху стрічки К. (Uстр) визначається за формулою
Uстр=Io / τ,
де 10 — відстань між осями суміжних предметів К. Для пульсуючого К. швидкість руху стрічки К. (Uпстр) розраховується:
Uпстр = l / Тмр,
де tмр — час переміщення виробу з однієї операції на іншу, хв.
David Boddy, Robert Ration. Management An introduction. Prentice — Hall Europe. London, New York, Sydney, Tokyo, Paris, 1998; Василенко В.А., Мельник И.Е. Операционное и ситуационное управление в системе менеджмента. — М., 2002; Гэлловэй Лес. Операционный менеджмент. — СПб., 2001; Производственный менеджмент / С.Д. Ильенкова, А.В. Бандурин, Г.Я. Горобцев и др. / Под ред. С.Д. Ильенковой. — М., 2001; Посилкіна О.В., Сагайдак Р.В., Зверева К.Ю. Організація виробництва. — Х., 2006; Посилкіна О.В., Сагайдак Р.В. Економіка, організація та планування хіміко-фармацевтичного виробництва. — Х., 2004.